
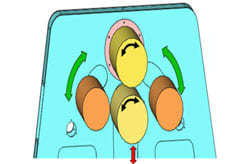
WORK PIECE SQUARING AND BOTTOM ROLL UP FOR CLAMPING
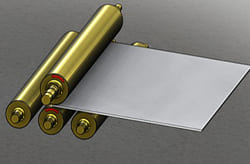
WORK PIECE CENTERING TO LEADING EDGE
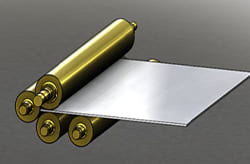
LEADING EDGE PRE BENDING
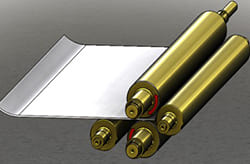
WORK PIECE SQUARING AND BOTTOM ROLL UP FOR CLAMPING
WORK PIECE CENTERING TO LEADING EDGE

LEADING EDGE PRE BENDING
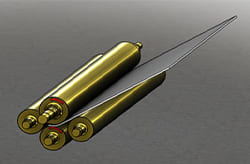
ROLLING STARTS

ROLLING IN PROGRESS

ROLLING COMPLETE
| Sr. No | Particular | Remark |
|---|---|---|
| MODEL CODE | 4 R CSPANC | |
| 1 | PRE BENDING | YES |
| 2 | ROLLING/BENDING | YES |
| 3 | MAX ROLL WIDTH | 4000 MM |
| 4 | MINIMUM THICKNESS | 1 MM |
| 5 | MAX. THICKNESS | 80 MM |
| 6 | PRODUCTION RATE | UP TO 2 PCS/MIN |
| 7 | SIDE ROLL UP DOWN FOR RADIUS FORMING | BY HYDRAULIC CYLINDER |
| 8 | SIDE ROLL ROTATION | BY HYDRAULIC MOTOR |
| 9 | ROLL POSITION INDICATOR | PLC & HMI |
| 10 | ALL FUNCTIONS ACTUATION | PUSH BUTTON |
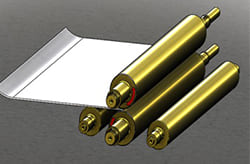
The pre bending / edge bending and rolling can be performed in the same machine.

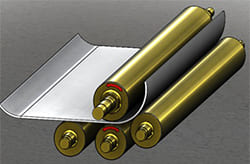
All our machine rolls are mounted in heavy duty roller bearings. Each roller is fitted with two bearing per side (four bearing per roller).
A movable control desk is conveniently located on machine. The main panel start / stop buttons and roll rotation fucntion (Reverse / forward) is provided on the same. The Top roll left side position and right side position are indicated separately by four digital meters


A specially designed & built mechanism allows drop end frame to tilt down in horizontal position without much efforts (one person can perform job). No need to dismantle frame from main body like in conventional machine. The top roll can be tilted to great degree of inclination making it most convenient and ease to remove rolled shells without any difficulty
All our machine rolls are mounted in heavy duty roller bearings. Each roller is fitted with two bearing per side (four bearing per roller)

Copyright © Autotrans Systems. All Rights Reserved. Design & Developed by NetCom Business Solutions Pvt. Ltd.